- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Snakk om hvordan du velger pakken med industriell kjerneplate
I prosessen med industrielle prosjekter, med tanke på kontrollerbarheten av kretskortutviklingsfremgang og risiko, har bruk av et mer modent kjernekort for å fremme utvikling og gjennomføring av prosjektet blitt førstevalget for de fleste ingeniører. Så hvordan velge tilkoblingsmetoden mellom kjernekortet og bakplanet, det vil si pakken til kjernekortet? Hva er fordelene og ulempene med ulike pakker? Og hva er forholdsreglene i bruksprosessen etter valg? I dag skal vi snakke om disse problemene.
Kjernekortet er et elektronisk hovedkort som pakker og innkapsler kjernefunksjonene til MINI PC. De fleste kjernekort integrerer CPU, lagringsenheter og pinner, som er koblet til det støttende bakplanet gjennom pinner. Fordi kjernekortet integrerer de vanlige funksjonene til kjernen, har det allsidigheten at et kjernekort kan tilpasses for en rekke forskjellige bakplaner, noe som i stor grad forbedrer utviklingseffektiviteten til enkeltbrikke-mikrodatamaskinen. Fordi kjernekortet er atskilt som en uavhengig modul, reduserer det også vanskeligheten med utvikling og øker stabiliteten og vedlikeholdsevnen til systemet. Spesielt i presserende og viktige prosjekter er det usikkerhet knyttet til utviklingstid og risiko for høyhastighets maskinvare og lavnivå driverutvikling fra IC-nivå R
På grunn av de mange parametrene til kjerneplaten og den begrensede plassen i denne artikkelen, vil vi selvfølgelig bare snakke om emballasjen til kjerneplaten denne gangen. Emballasjen til kjerneplaten er relatert til bekvemmeligheten av fremtidig produktproduksjon, produksjonsutbytte, stabiliteten til feltforsøk, levetiden til feltforsøk, bekvemmeligheten av feilsøking og plassering av feilprodukter, og så videre. Nedenfor diskuterer vi to ofte brukte kjernepappemballasjeformer.
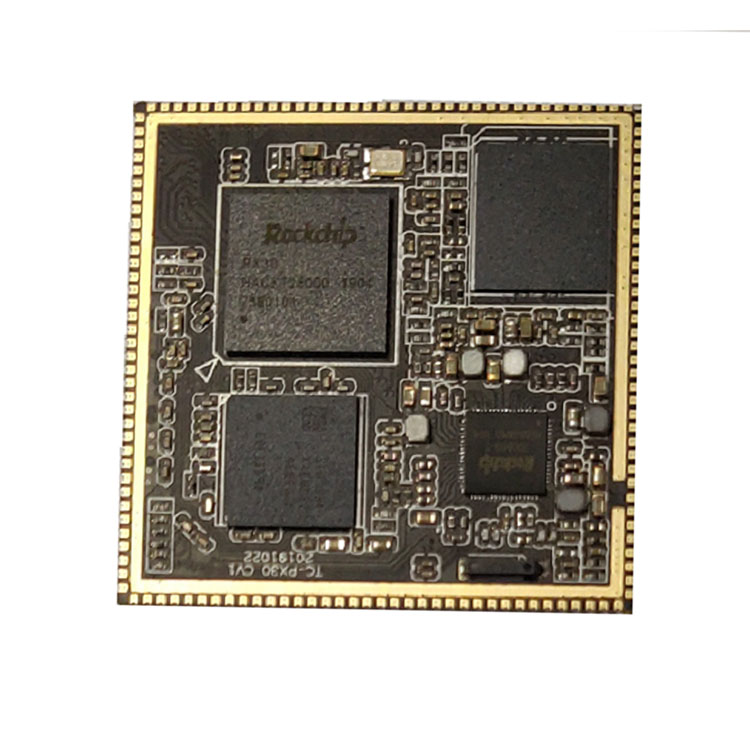
1. Stempel hull type pakke
Pakken med stempelhull er elsket av elektroniske ingeniører på grunn av dets IC-lignende utseende og muligheten til å bruke IC-lignende lodde- og festemetoder. Derfor bruker mange typer kjerneplater på markedet denne typen pakker. Denne typen pakke er veldig fast på grunn av tilkoblings- og fikseringsmetoden til bunnplaten med sveising, og den er også veldig egnet for bruk på steder med høy luftfuktighet og høy vibrasjon. For eksempel øyprosjekter, kullgruveprosjekter og matforedlingsanleggsprosjekter. Disse typer brukssituasjoner har egenskapene til høy temperatur, høy luftfuktighet og høy korrosjon. Stempelhullet er spesielt egnet for denne typen prosjekter på grunn av sin stabile sveisemetode for koblingspunkt.
Selvfølgelig har stempelhullemballasje også noen iboende begrensninger eller mangler, som: lavt produksjonssveiseutbytte, ikke egnet for flergangssveising, upraktisk vedlikehold, demontering og utskifting, og så videre.
Derfor, hvis det er nødvendig å velge stempelhullpakken på grunn av kravene til applikasjonen, er problemene som må tas hensyn til: full manuell sveising brukes for å sikre sveiseprodukthastigheten, og maskinsveising bør ikke brukes for siste gang å lime inn kjerneplaten, og skraphastigheten er høy. Forberedelse. Spesielt må det siste punktet angis spesifikt, fordi de fleste av stempelhullkjernebrettene er valgt for å oppnå polare reparasjonshastigheten etter at produktet kommer på stedet, så det er nødvendig å akseptere de ulike produksjons- og vedlikeholdsulemper med stempelhull emballasje, og skrapsatsen og totalkostnaden må aksepteres. Høye funksjoner.
2. Presisjonskort-til-kort-kontaktemballasje
Hvis ulempen med produksjon og vedlikehold forårsaket av emballasje med stempelhull er virkelig uakseptabel, er kanskje presisjonsbrett-til-bord-kontaktemballasje et bedre valg. Denne typen pakke tar i bruk mannlige og kvinnelige stikkontakter, kjernebrettet trenger ikke å sveises under produksjonsprosessen, og det kan settes inn; vedlikeholdsprosessen er praktisk å plugge ut og erstatte; feilsøkingen kan erstatte kjernekortet for sammenligning. Derfor blir pakken også adoptert av mange produkter, og pakken kan plugges inn, noe som er praktisk for produksjon, vedlikehold og utskifting. På grunn av den høye stifttettheten til pakken, kan dessuten flere stifter trekkes i en liten størrelse, så kjernebrettet til denne typen pakke er liten i størrelse. Det er praktisk å være innebygd i produkter med begrenset produktstørrelse, for eksempel videoinnsatser ved veikanten, håndholdte måleravlesere, etc.
Det er selvfølgelig også på grunn av den relativt høye stifttettheten, som gjør det litt vanskeligere å lodde hunnbunnen av bunnplaten, spesielt i prøvestadiet av produktet. Når ingeniøren utfører manuell sveising, har mange ingeniører allerede forstått den manuelle sveiseprosessen til denne typen pakker. gal. Noen venner smeltet plasten til hun-sokkelen under sveising, noen forårsaket et stykke
Hunnkontakten basert på denne pakken er vanskelig å lodde, så selv i prøvestadiet er det best å be profesjonelle loddepersonell om å lodde den, eller å lodde den med en plasseringsmaskin. Hvis det virkelig er ubetinget maskinsveising, er her også en manuell sveiseprosedyre med relativt høy sveisesuksessrate:
1. Fordel loddetinn jevnt på putene (merk at ikke for mye, for mye loddemetall vil gjøre hunnsetet høyt, og ikke for lite, for lite vil føre til falsk lodding);
2. Rett inn kvinnesetet med puten (merk at når du kjøper kvinnesetet, velg et kvinnesete med en fast stolpe for enkel justering);
Kjernekortet er et elektronisk hovedkort som pakker og innkapsler kjernefunksjonene til MINI PC. De fleste kjernekort integrerer CPU, lagringsenheter og pinner, som er koblet til det støttende bakplanet gjennom pinner. Fordi kjernekortet integrerer de vanlige funksjonene til kjernen, har det allsidigheten at et kjernekort kan tilpasses for en rekke forskjellige bakplaner, noe som i stor grad forbedrer utviklingseffektiviteten til enkeltbrikke-mikrodatamaskinen. Fordi kjernekortet er atskilt som en uavhengig modul, reduserer det også vanskeligheten med utvikling og øker stabiliteten og vedlikeholdsevnen til systemet. Spesielt i presserende og viktige prosjekter er det usikkerhet knyttet til utviklingstid og risiko for høyhastighets maskinvare og lavnivå driverutvikling fra IC-nivå R
På grunn av de mange parametrene til kjerneplaten og den begrensede plassen i denne artikkelen, vil vi selvfølgelig bare snakke om emballasjen til kjerneplaten denne gangen. Emballasjen til kjerneplaten er relatert til bekvemmeligheten av fremtidig produktproduksjon, produksjonsutbytte, stabiliteten til feltforsøk, levetiden til feltforsøk, bekvemmeligheten av feilsøking og plassering av feilprodukter, og så videre. Nedenfor diskuterer vi to ofte brukte kjernepappemballasjeformer.
1. Stempel hull type pakke
Pakken med stempelhull er elsket av elektroniske ingeniører på grunn av dets IC-lignende utseende og muligheten til å bruke IC-lignende lodde- og festemetoder. Derfor bruker mange typer kjerneplater på markedet denne typen pakker. Denne typen pakke er veldig fast på grunn av tilkoblings- og fikseringsmetoden til bunnplaten med sveising, og den er også veldig egnet for bruk på steder med høy luftfuktighet og høy vibrasjon. For eksempel øyprosjekter, kullgruveprosjekter og matforedlingsanleggsprosjekter. Disse typer brukssituasjoner har egenskapene til høy temperatur, høy luftfuktighet og høy korrosjon. Stempelhullet er spesielt egnet for denne typen prosjekter på grunn av sin stabile sveisemetode for koblingspunkt.
Selvfølgelig har stempelhullemballasje også noen iboende begrensninger eller mangler, som: lavt produksjonssveiseutbytte, ikke egnet for flergangssveising, upraktisk vedlikehold, demontering og utskifting, og så videre.
Derfor, hvis det er nødvendig å velge stempelhullpakken på grunn av kravene til applikasjonen, er problemene som må tas hensyn til: full manuell sveising brukes for å sikre sveiseprodukthastigheten, og maskinsveising bør ikke brukes for siste gang å lime inn kjerneplaten, og skraphastigheten er høy. Forberedelse. Spesielt må det siste punktet angis spesifikt, fordi de fleste av stempelhullkjernebrettene er valgt for å oppnå polare reparasjonshastigheten etter at produktet kommer på stedet, så det er nødvendig å akseptere de ulike produksjons- og vedlikeholdsulemper med stempelhull emballasje, og skrapsatsen og totalkostnaden må aksepteres. Høye funksjoner.
2. Presisjonskort-til-kort-kontaktemballasje
Hvis ulempen med produksjon og vedlikehold forårsaket av emballasje med stempelhull er virkelig uakseptabel, er kanskje presisjonsbrett-til-bord-kontaktemballasje et bedre valg. Denne typen pakke tar i bruk mannlige og kvinnelige stikkontakter, kjernebrettet trenger ikke å sveises under produksjonsprosessen, og det kan settes inn; vedlikeholdsprosessen er praktisk å plugge ut og erstatte; feilsøkingen kan erstatte kjernekortet for sammenligning. Derfor blir pakken også adoptert av mange produkter, og pakken kan plugges inn, noe som er praktisk for produksjon, vedlikehold og utskifting. På grunn av den høye stifttettheten til pakken, kan dessuten flere stifter trekkes i en liten størrelse, så kjernebrettet til denne typen pakke er liten i størrelse. Det er praktisk å være innebygd i produkter med begrenset produktstørrelse, for eksempel videoinnsatser ved veikanten, håndholdte måleravlesere, etc.
Det er selvfølgelig også på grunn av den relativt høye stifttettheten, som gjør det litt vanskeligere å lodde hunnbunnen av bunnplaten, spesielt i prøvestadiet av produktet. Når ingeniøren utfører manuell sveising, har mange ingeniører allerede forstått den manuelle sveiseprosessen til denne typen pakker. gal. Noen venner smeltet plasten til hun-sokkelen under sveising, noen forårsaket et stykke
Hunnkontakten basert på denne pakken er vanskelig å lodde, så selv i prøvestadiet er det best å be profesjonelle loddepersonell om å lodde den, eller å lodde den med en plasseringsmaskin. Hvis det virkelig er ubetinget maskinsveising, er her også en manuell sveiseprosedyre med relativt høy sveisesuksessrate:
1. Fordel loddetinn jevnt på putene (merk at ikke for mye, for mye loddemetall vil gjøre hunnsetet høyt, og ikke for lite, for lite vil føre til falsk lodding);
2. Rett inn kvinnesetet med puten (merk at når du kjøper kvinnesetet, velg et kvinnesete med en fast stolpe for enkel justering);
3. Bruk en loddebolt til å trykke hver pinne en etter en for å oppnå formålet med sveising (merk at den presses separat, hovedsakelig for å sikre at hver pinne ikke kortsluttes, og for å oppnå formålet med sveising).